
 |
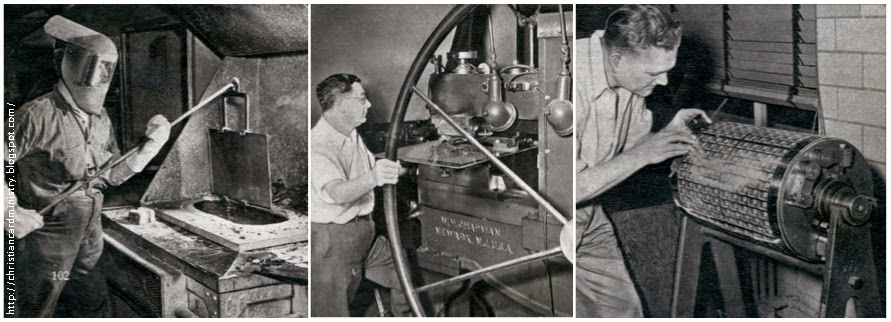
| Left, Carl T. Arlt, veteran stamp maker, puts finishing touches on his engraving of the Fort Kearny stamp. Middle, Winding machine cuts the stamp rolls into strips to fit stamp machines. Big single coil has 3000 stamps. Right, Most stamps are printed on specially designed rotary presses like this one. |
The thin fellow you saw in the post office the other day with that
worried look might well have been one of the millions of stamp
collectors in this country. He has had a harrowing year a year (1948) trying
to keep track of the special stamps that have rolled from the presses
in the U. S. Treasury’s Bureau of Engraving and Printing, Washington, D.
C.
The last Congress may go down in history as the “Stamp Act” Congress.
By congressional authorization, its members sponsored a new stamp on
the average of every other week in 1948. Stamp dealers groaned. Stamp
collectors groaned. Officials of the bureau groaned loudest of all, but
Congress went happily on its way paying tribute to everything from the
poultry industry to the Gettysburg Address.
 |
| Left, hardening plate in cyanide. Middle, reproducing stamp engraving on steel plate which will be bent to fit press. Right, Fitting bent plate to the rotary cylinder is an exacting job. Plate holds 200 big-size stamps. |
The bureau has the big, job of turning out some 20 billion postage
stamps a year, (stamped envelopes are subcontracted) and billions of
federal tax stamps such as are found on packages of cigarettes, playing
cards and many other items.
 |
| Fitting bent plate to the rotary cylinder is an exacting job. Plate holds 200 big-size stamps. Stamps about; friendship, everglades and Gold Star Mothers. |
The special postage stamps are called “commemoratives.” In years
past, the com-memoratives have been issued by the authority of the
Postmaster General who also is empowered by law to revise postage-stamp
designs. Much fanfare accompanies the issuing of a commemorative and the
stamp goes on sale the first day at a significantly located post
office. For example, the U.S.-Canada Friendship stamp had a first-day
sale at Niagara Falls, N. Y.; the Will Rogers stamp at Claremore, Okla.,
and the William Allen White stamp at Emporia, Kans. First-day covers,
coveted by stamp collectors, mailed from these post offices usually
number about 450,000. This often means the organization of a special
staff and weeks of preparation for the,big day. The initial printing
order for com-memoratives is usually 50 or 60 million.
Sometimes sales of a special stamp are boomed by an unpredictable
idiosyncrasy. When the three-cent Pony Express commemorative came out in
1940, somebody discovered the pony on the stamp looked like Seabiscuit,
the famous race horse. This caused a furor among collectors and a rush
to acquire the stamp. Then there was the two-cent Grand Canyon stamp
back in 1934. A newspaper carried the story that if the stamp were held
sidewise one could see a perfect profile of Mussolini. The rush was on.
If anyone thinks that getting out a commemorative, or any other kind
of stamp, is a simple operation he is dead wrong. The procedure on the
commemoratives ordered by Congress goes like this: The congressional
authorization is sent to Jesse M. Donaldson, postmaster general; he
sends it along to Alvin W. Hall, director of the Bureau of Engraving and
Printing, who relays the order into the proper channels for processing
in the postage-stamp division and engraving department.
One of four designers in the bureau (who also design all remakes of
paper currency such as the new $20 bill with the Truman back porch on
the White House) makes the layout for the new stamp. This is simplified
if the Post Office Department has sent along subject material for the
design. In the case of the Volunteer Firemen’s stamp, which came out
last October, a portrait of Peter Stuyvesant, founder of the
organization, was submitted. All the designer had to do was secure a
picture of one of the earliest fire engines in this country from the
Library of Congress to use on the stamp with the portrait.
The designers get much of their material from the Library of
Congress, but even this institution occasionally fails them. When
William K. Schrage was working on the Fort Kearny stamp he was surprised
to discover there was apparently no photograph of the early Nebraska
fort anywhere to be found. After days of searching, the Army War College
Library came to the rescue with an old photograph of an original
sketch. This saved the day and the stamp was drawn up with the fort and a
reproduction of a covered-wagon scene from a sculptor’s group over the
doorway of the capitol in Lincoln, Neb.
After the design has been scrutinized by Donald R. McLeod,
superintendent of the engraving division, or his assistant, James T.
Vail, it is then reduced to stamp size by photographing. This photo is
submitted to the Postmaster General for an O.K. When the design has been
approved, the original drawing is sent along to Carl T. Arlt, veteran
foreman of the picture-engraving department. It takes about 120 to 130
hours to make the steel engraving which, of course, is the actual size
of the stamp and is known as the master die. The cutting is done in soft
steel and the design appears in reverse.
The next step is to decide on color. A call goes out to Herbert C.
Tucker, superintendent of the ink-making division, for “pull out” proofs
(actually dabs of color) in several dozen shades. All of the stamp inks
are especially made for steel-engraving work and Tucker keeps
approximately 150 colors on hand. The bureau buys pigments under very
rigid specifications, operating its own testing laboratory and
production lines of mixing, grinding and blending machines. All samples
are matched against standard samples for color and consistency. The
ink-making department, a complete factory in itself, produces 3,000,000
pounds of ink a year for both currency and stamps. All formulas are
secret.
Working with the various samples of ink, proofs of the new stamp are
made from the master die. These proofs, known as die proofs, are
submitted to the Postmaster General who selects the desired color. Then
the master die is hardened. This is done by heating the die in a cyanide
solution to a cherry red at 1400 degrees Fahrenheit and then quickly
cooling it in a brine bath. The hardened master die then goes to the
transfer department where it is placed in a transfer press. Under heavy
pressure this press transfers the cutting on the die to the outer rim of
a soft-steel roll. After hardening, this roll is used to transfer the
design to the steel plates from which the stamps are printed. The plates
are also hardened and if they are to be used on rotary presses they are
bent to fit the cylinders.
 |
| Stamps about: Joel Chandler Harris, Palomar Mountain Observatory, Harlan Fiske Stone, U. S. Air Mail. |
Generally, only four plates are made for the special commemorative
stamps. The ordinary three-cent stamp has about 60 plates while only 30
plates are required for the other ordinary stamps. The bureau has eight
sets of plates available for the five-cent airmail stamp.
The men working in the transfer department, whose business it is to
reproduce engravings on steel, are known as siderog-raphers. There are
only 55 siderographers in the United States and nine of them work in the
bureau.
Printing of the stamps is under the close supervision of Jack M.
Smith, superintendent of the postage-stamp division. Any tour of
inspection through this department is under the watchful eye of the
Secret Service. Every sheet or roll of paper used in the printing or
proofing must be accounted for later, either in the form of finished
stamps or scrap which is sent to an agency of the Treasury Department
for verification and destruction by burning. There is no wastepaper to
be thrown away here where any scrap might be a priceless collector’s
item.
Most of the stamps are printed on the nineteen large and nine small
rotary presses. These presses were designed by a former employee,
especially for the job. Each press can turn out about 7800 sheets a day.
If the sheets are for the ordinary variety of stamps they will contain
400 stamps each; if for coil stamps (used in coin machines), only 170,
and if for the book stamps, 360. The majority of the commemoratives are
printed 200 to a sheet. The approximate number of stamps turned out by a
single press in one day is 3,120,000. The total value of stamps turned
out in a day varies, but on many days the figure runs close to
$4,000,000.
 |
| Stamps about: Fort Bliss Centennial, William Allen White, Will Rogers and Thomas Edison. |
Printing is also done on flat-bed presses for stamps of limited
demand. Examples are the Canal Zone stamp and stamps of high
denominations such as $1, $2 and $5.
As the long web of stamps rolls from the rotary presses it passes
through a gumming machine and an electric drying chamber. Here the gum
is hardened in 30 seconds. This vegetable gum is not to be confused with
glue and a ”stamp lickers please note” is said to be as pure and edible
as the best food. At the end of the drier the sheets are wound into big
rolls.
The rolls are moved along to machines which perforate the stamps in
both directions and cut the rolls into sheets of 400 or 200 stamps each,
depending on the size of the stamps. These perforating machines are
electronically controlled. Register marks are engraved on the printing
plates and appear on the sheets of stamps in the form of dashes. These
dashes are scanned by an electric eye to hold the paper in proper
position. Formerly, this adjustment was made manually which resulted in
many mutilated stamps.
Every sheet is examined once and counted twice. Where flaws occur it
is possible to salvage as little as a quarter of a sheet, the defective
portions going to the furnaces after being checked by the section of
mutilated paper. The inspected stamps form units of 100 sheets each. The
100-sheet units are stapled in four places on the margins and then cut
into quarter sheets, the size for delivery. These big “books” hold
10,000 stamps of the ordinary size and 20 books make a large package of
200,000 stamps. One of these packages, which is about a cubic foot in
size, is worth $6000 if the stamps are of the three-cent denomination.
Armored trucks carry the packaged stamps daily from the bureau to the
Washington, D. C, Post Office.
Stamps sold in post offices in book form go through a slightly
different procedure. They are stitched in booklets containing 12 or 24
stamps. The stamps for dispensing machines are wound into coils of 500,
1000 and 3000 stamps.
There are almost as many regulations in regard to the printing of any
matter pertaining to stamps as there are to currency. It is illegal to
reproduce a stamp (to illustrate an article such as this) unless the
stamp is less than three fourths of actual size or more than l1/^ times
actual size. One company recently decided to send out in an advertising
brochure a full-color reproduction of all the 1948 commemorative stamps.
The Secret Service, which guards the Post Office Department, went into
immediate action. The brochures were confiscated and so were the plates
from which they were printed and action in the federal courts was
threatened. That company learned the hard way that Uncle Sam is mighty
particular about anything concerning his stamp factory.
 |
| Stamps about: Moina Michael, Rough Riders, Swedish Pioneers, Indian Centennial , Fort Kearny, Progress For Women |
 |
| Stamps about: Lincoln, Juliette Gordon Low, Clara Barton, American Poultry, Volunteer Firemen, Youth Month |
No comments:
Post a Comment
Welcome, I publish commentary closely connected to the topic. Thank you for participating.